多層PCB板焊錫解決方案2018- 04-03 14:05
1.產(chǎn)品說(shuō)明
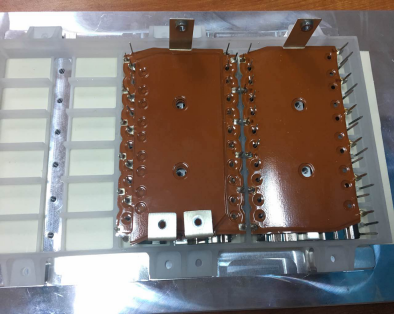
3層銅板+1層PCB板焊接����,下面3層銅板(18焊點(diǎn))+PCB板(18焊點(diǎn))均采用點(diǎn)焊。
2.組裝流程
元器件→裝第一塊銅板→焊接1→裝第2�,3塊銅板→焊接2→組裝PCB板→焊接3
工藝要求
焊點(diǎn)品質(zhì)要求:
A、無(wú)空洞區(qū)域或表面瑕疵���;
B����、引腳與焊盤潤(rùn)濕良好��;
C��、引腳形狀可辨識(shí)���;
D��、引腳周圍正面要求有100%有焊錫覆蓋�;
E�、穿孔焊料填充程度要求達(dá)到100%;
F�����、無(wú)虛焊����、假焊、針孔氣孔����、錫渣、錫珠��、錫尖���、裂痕���、未焊透、短路����、焊盤脫離、金黃色瘢痕焊點(diǎn)���、管腳彎曲等不良情況�����;
焊接時(shí)間:
單點(diǎn)焊接時(shí)間:3-5s/點(diǎn)
其他:
A.焊接過(guò)程中不能干涉其他部件�����;
B.產(chǎn)品不可返修���,品質(zhì)要求第一���;
C.焊接產(chǎn)品可追溯;
D.高性價(jià)比���。
解決方案
4.焊點(diǎn)品質(zhì)
A.經(jīng)測(cè)試�����,銅板散熱特別快��,普通小功率烙鐵頭無(wú)法滿足要求���,采用weller200W大功率熱導(dǎo)技術(shù)�,加weller預(yù)熱平臺(tái)才能保準(zhǔn)焊接品質(zhì)����;
B.錫的活性高要求助焊劑含量3.0%左右����,有效提高錫的流動(dòng)性及透錫度有效提高生產(chǎn)效率及品質(zhì)。避免露焊盤及透錫不均現(xiàn)象���;
C.焊盤及引腳表面避免氧化及污染避免焊錫過(guò)程中焊盤及引腳與錫有效分子結(jié)合��。
5.輔助夾具
A.夾具采進(jìn)口高密度電木材料且防靜電����,用精雕設(shè)備一次成型加工完成����,有效保證夾具精度。
B.有到位計(jì)時(shí)器保障預(yù)熱時(shí)間��,從而有效保準(zhǔn)預(yù)熱后產(chǎn)品表面溫度�����。
6.烙鐵頭
決定焊頭使用壽命的因素:焊頭結(jié)構(gòu)型狀.鍍層致密度.使用溫度.錫線的腐蝕程度.焊點(diǎn)時(shí)間等多方面因素。一般國(guó)產(chǎn)保證在3W點(diǎn)以上.進(jìn)口的是6W點(diǎn)以上���。(360度溫度.Sn/Ag/Cu錫線含3.0%助焊劑)�����。
為了項(xiàng)目順利進(jìn)行����,根據(jù)產(chǎn)品結(jié)構(gòu)及設(shè)備特性建議針對(duì)產(chǎn)品及焊錫材料進(jìn)行如下更改:
1.產(chǎn)品組裝完成后����,PIN到外殼的相對(duì)位置一致性誤差<0.2mm;
2.建議配CCD視覺(jué)定位系統(tǒng)���,提高精度��;
3.量產(chǎn)時(shí)����,銅板固定不能有晃動(dòng)����,翹曲高度<0.5mm;
4.所有元器件耐高溫性能:≥180℃���。